
 |
柜谷科技發(fā)展(上海)有限公司
主營(yíng)產(chǎn)品: Brookfield質(zhì)構(gòu)儀,HAAKE擠出機(jī),日立掃描電鏡 |
員.png)

絲網(wǎng)印刷光伏電池正面電極銀漿的流變學(xué)研究
2020-6-30 閱讀(1627)
摘要
高效光伏電池要求正銀電極“細(xì)柵密植”,要獲得柵線細(xì)和形貌好的正面電極,對(duì)導(dǎo)電銀漿的要求是易過網(wǎng)、流平性好和高寬比大,即對(duì)漿料的流變學(xué)性能有特殊要求。印刷是一個(gè)動(dòng)態(tài)過程,故傳統(tǒng)的測(cè)試參數(shù)黏度和觸變指數(shù)不能*應(yīng)用于對(duì)漿料印刷的指導(dǎo)。主要探討導(dǎo)電銀漿的流變學(xué)性能與實(shí)際印刷的關(guān)系,開發(fā)了簡(jiǎn)單的實(shí)驗(yàn)測(cè)量模式,通過對(duì)幾種商業(yè)漿料的對(duì)比測(cè)試,發(fā)現(xiàn)該方法行之有效。同時(shí),利用復(fù)雜模量和相位角可解釋漿料的印刷和高效評(píng)價(jià)漿料的印刷性能。
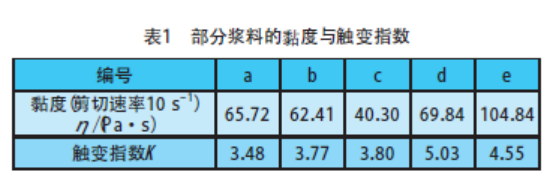
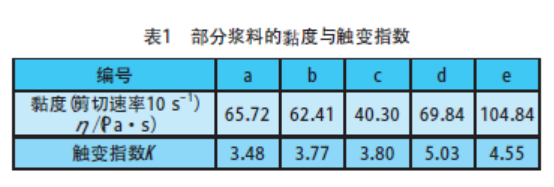
正面電極作為太陽(yáng)能電池的重要組成部分,主要起收集電流的作用,同時(shí)對(duì)電池的受光面和串聯(lián)電阻有決定性的影響。因此,正面電極是影響太陽(yáng)能電池轉(zhuǎn)換效率的重要因素之一。在實(shí)驗(yàn)室高效晶體硅太陽(yáng)能電池制造工藝中,使用成本昂貴的蒸鍍工藝制作電極,如采用Ti/Pa/Ag結(jié)構(gòu)來(lái)降低接觸電阻,增加與硅底的附著力[1]。而在實(shí)際工業(yè)生產(chǎn)中,為降低生產(chǎn)成本,常采用導(dǎo)電性能*的銀漿料,用絲網(wǎng)印刷的工藝制作正面電極,再通過快速燒結(jié)工藝使電極與硅基底形成良好的歐姆接觸[2]。電子漿料是制造厚膜元件的基礎(chǔ)材料,是一種由固體粉末和有機(jī)溶劑經(jīng)過三輥軋制混合均勻的膏狀物,在現(xiàn)代電子科技業(yè)運(yùn)用非常廣泛。晶硅太陽(yáng)電池有兩條主柵和多條細(xì)柵平行排列在鍍有氮化硅減反膜的N型半導(dǎo)體上,為減小遮光效應(yīng)和獲得較小線阻,要求線寬要小,線高要大,附著力和電導(dǎo)性能優(yōu)良。而在實(shí)際生產(chǎn)中,印刷后柵線是有限制的,燒結(jié)后50μm寬、20μm高意味著要印刷出40μm寬、30μm高的柵線,而大規(guī)模的生產(chǎn)中往往高質(zhì)量要讓步于高效率,故高寬比會(huì)更小,約為70μm寬,10μm高。絲網(wǎng)印刷的尺寸和質(zhì)量決定于印刷用模版、印刷參數(shù)、漿料性質(zhì)和電池表面性質(zhì)。太陽(yáng)能電池的柵線制作生產(chǎn)技術(shù)源于PCB并作了改進(jìn)[3]。在實(shí)際生產(chǎn)中,印刷操作員主要結(jié)合印刷技術(shù)水平與印刷參數(shù)進(jìn)行結(jié)果優(yōu)化,對(duì)漿料的本身性能卻沒有深刻的認(rèn)識(shí),不僅對(duì)不同漿料表現(xiàn)的可印刷性、質(zhì)量以及柵線產(chǎn)生影響,還影響燒結(jié)后線的密度以及與N型硅半導(dǎo)體的接觸效果,其中主要的是漿料有無(wú)可優(yōu)化的印刷性。現(xiàn)在大規(guī)模推廣使用的太陽(yáng)能電池漿料已經(jīng)具備了良好的接觸性與導(dǎo)電性能,而真正的瓶頸印刷適應(yīng)性能的研究卻無(wú)明顯進(jìn)展。目前廣泛使用對(duì)漿料流變性表征的參數(shù)主要有兩個(gè):(1)特定剪切速率下的黏度,例如常用的剪切速率為10s-1下的黏度;(2)觸變指數(shù),也稱觸變系數(shù),反映漿料在剪切力作用下的觸變性,實(shí)際應(yīng)用中慣用剪切率在10s-1下的黏度與100s-1下的黏度比值作觸變系數(shù)值。幾種常用電子銀漿的黏度與觸變系數(shù)值見表1。本實(shí)驗(yàn)中黏度測(cè)定使用TA-BRH-1流變儀,轉(zhuǎn)子為錐版轉(zhuǎn)子(S/N995529),5°,直徑20mm,轉(zhuǎn)子與工作臺(tái)間距為11μm。
這兩種參數(shù)雖然在一定程度上對(duì)漿料的流變特性有表征意義,但是卻不能表征重要的印刷性能,這是由于實(shí)際印刷是一個(gè)動(dòng)態(tài)的過程,在印刷前漿料幾乎不受力的作用,基本處于靜止?fàn)顟B(tài),印刷時(shí)漿料受到很大的擠壓,剪切變稀,流動(dòng)性增強(qiáng),從而通過絲網(wǎng)后沉積在硅片上,此時(shí)漿料不再受力,漿料有回彈至其初始結(jié)構(gòu)的趨勢(shì)。整個(gè)過程在1s內(nèi)完成,漿料的黏度參數(shù)和觸變指數(shù)往往不能和漿料的絲網(wǎng)印刷特性以及印刷后所保持的柵線形態(tài)相關(guān),在實(shí)際應(yīng)用中缺乏指導(dǎo)意義。因此,本研究的目的是為了更加深入地研究漿料的流變特性,特別是漿料在有和沒有受力下的黏彈性的研究和表征,目的在于找出新的流變學(xué)方法模擬絲網(wǎng)印刷過程中的流變特性,以解釋漿料在絲網(wǎng)印刷過程中的特性以及印刷后所保持的柵線3D形態(tài),并與所制作的光伏電池性能相關(guān)聯(lián),從而真正對(duì)漿料開發(fā)和光伏電池的制造工藝產(chǎn)生指導(dǎo)意義。
用于絲網(wǎng)印刷的正面電極導(dǎo)電銀漿主要是由不同比例的銀粉、玻璃粉和有機(jī)載體以及各種微量添加劑充分混合、均勻潤(rùn)濕形成的懸浮體系[4-5]。其中銀粉起導(dǎo)電作用,印刷后燒結(jié)形成銀柵線,用于收集光生電子,其質(zhì)量分?jǐn)?shù)為80%~90%(體積分?jǐn)?shù)為30%~35%),形狀一般是球形或片狀晶體,0.1~5.0μm粒徑,有研究稱納米級(jí)銀粉與微米級(jí)銀粉混合使用可降低燒結(jié)溫度提高附著力[6]。少量無(wú)機(jī)添加劑玻璃粉用于燒結(jié)過程中燒穿氮化硅減反膜,燒結(jié)后在銀和硅之間形成絕緣層,文獻(xiàn)指出玻璃粉還可以促進(jìn)銀粉的燒結(jié)[7-9]。有機(jī)載體是將一定量的樹脂在水浴條件下溶于高沸點(diǎn)溶劑如丁基卡必醇、DBE、松油醇等,常用樹脂有不同分子量的乙基纖維素等[10],漿料性能的不同不僅與無(wú)機(jī)粉體顆粒形貌和尺寸分布有關(guān),還與有機(jī)組成及有機(jī)體系與無(wú)機(jī)體系的相互作用有關(guān)。研究表明[11,12],樹脂溶于溶劑其結(jié)構(gòu)得以伸展,在溶劑體系中形成了空間網(wǎng)狀結(jié)構(gòu),此結(jié)構(gòu)與無(wú)機(jī)體系混合后經(jīng)過軋制可以包裹、潤(rùn)濕銀粉等無(wú)機(jī)成分,形成懸浮體系,懸浮體系的穩(wěn)定取決于網(wǎng)狀結(jié)構(gòu)的強(qiáng)度,空間網(wǎng)狀結(jié)構(gòu)強(qiáng)表示不會(huì)因沉降而產(chǎn)生分層等不穩(wěn)定現(xiàn)象。同時(shí),有機(jī)體系的這種空間網(wǎng)狀結(jié)構(gòu)對(duì)印刷過網(wǎng)后漿料恢復(fù)至初始結(jié)構(gòu)有重要作用,一些小分子的有機(jī)添加劑能改善漿料的流變性能。
1實(shí)驗(yàn)
本文采用5種目前工業(yè)生產(chǎn)應(yīng)用廣泛的商業(yè)漿料,分別編號(hào)a、b、c、d、e,采用TA-BRH-1流變儀對(duì)其進(jìn)行流變性能測(cè)試,錐版轉(zhuǎn)子(S/N995529),5°,直徑20mm,轉(zhuǎn)子與工作臺(tái)間距設(shè)置為11μm,測(cè)試溫度恒溫25℃。試驗(yàn)中設(shè)置震蕩模式參數(shù)為:OA-Ⅱ段頻率5Hz,壓力30.0~40.0Pa,40點(diǎn);OA-П段頻率5Hz,轉(zhuǎn)矩8000~11000μN·m,10μN·m/點(diǎn);OA-Ш段,頻率5Hz,壓力23.0~21.0Pa,30點(diǎn)。可測(cè)得參數(shù)有彈性模量、粘性模量、力矩、形變量、相位角等。
該實(shí)驗(yàn)中用于漿料印刷測(cè)試使用的硅片為125mm×125mm單晶P型硅片,方阻為90Ω/□;所用網(wǎng)版為孔徑37μm,線徑18μm,紗厚28μm,膜厚15μm,電極細(xì)柵開口45μm,67線;實(shí)驗(yàn)中使用印刷機(jī)為Baccini手動(dòng)印刷機(jī),印刷速度為240mm/s,回料速度為600mm/s;使用燒結(jié)爐為Despatch鏈帶燒結(jié)爐,帶速5.84m/min,設(shè)定三個(gè)區(qū)烘干溫度分別為250℃、300℃、350℃,設(shè)定六個(gè)區(qū)燒結(jié)溫度分別為410℃、475℃、580℃、710℃、855℃、940℃;正銀電*寬比以及形貌使用VK-97003D激光測(cè)試儀測(cè)量;電池片電性能數(shù)據(jù)使用Berger-PSS10測(cè)量。
2結(jié)果與討論
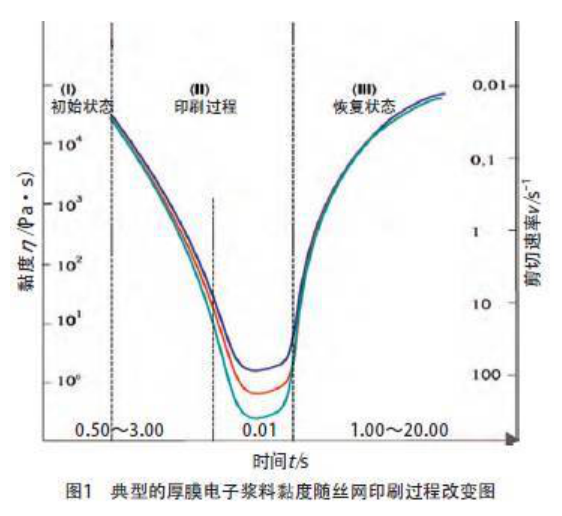
圖1所示為典型的厚膜電子漿料黏度隨絲網(wǎng)印刷過程變化圖[13],圖中藍(lán)、紅、綠色三條曲線分別表示三種典型的厚膜電子漿料黏度隨絲網(wǎng)印刷過程改變圖。要獲得高品質(zhì)的太陽(yáng)能電池片,漿料要有易印刷過網(wǎng)、連續(xù)性好、易沉積到太陽(yáng)能電池片上等優(yōu)異性能。因此漿料要在不受力時(shí)黏度較大,受剪切力時(shí)黏度迅速降低,表現(xiàn)假塑性,印刷后漿料必須從網(wǎng)孔間釋放而重新快速恢復(fù)至初始結(jié)構(gòu),而不會(huì)出現(xiàn)鋪展和坍塌。
絲網(wǎng)印刷過程是一個(gè)動(dòng)態(tài)過程,簡(jiǎn)單的參數(shù)如黏度、觸變指數(shù)不能對(duì)其印刷性能有很好的指導(dǎo)作用,繼而開發(fā)新的測(cè)試模式對(duì)其指導(dǎo)是十分有必要的。JaapHoornstra等人根據(jù)漿料在不同階段的受力不同導(dǎo)致黏度不同開發(fā)了三段式印刷測(cè)試,用復(fù)雜模量表征,如彈性模量與黏性模量表征漿料的性質(zhì)。在印刷準(zhǔn)備階段,漿料基本處于靜止?fàn)顟B(tài),此時(shí)黏度為其初始黏度,用頻率為2Hz,振幅為100μN·m對(duì)漿料進(jìn)行輕微擾動(dòng),此時(shí),漿料基本不會(huì)產(chǎn)生形變;第二階段,對(duì)漿料施加20mN·m的力矩模擬漿料擠壓過網(wǎng)的過程;第三階段振幅降低至一階段以期漿料恢復(fù)結(jié)構(gòu)。所用儀器為Carri-MelCLS5流變儀。該測(cè)試模式在一定程度上能夠?qū){料的過網(wǎng)性進(jìn)行表征,但是對(duì)漿料的流平性及高寬比解釋不夠,也沒有談及對(duì)電池性能的影響。
本文在其基礎(chǔ)上,為了更好地解決上述問題,用TA-BRH-1流變儀,開發(fā)了震蕩模式,即三段式控制振幅震蕩模式進(jìn)行流變測(cè)試,固定測(cè)試頻率5Hz,用相位角表征模擬印刷過程中漿料的粘彈模量的變化,并對(duì)五種不同的正銀漿料a、b、c、d、e進(jìn)行了驗(yàn)證測(cè)試。如圖2所示,用震蕩模式進(jìn)行流變測(cè)試,用相位角作圖表示,相位角其值為:δ=arctanG″/G′
式中:δ為相位角;G′為儲(chǔ)能(彈性)模量;G″為損耗(黏性)模量。
當(dāng)相位角接近于0°時(shí),G′》G″,物質(zhì)在此狀態(tài)下更接近于固態(tài),我們稱之為類固體狀態(tài),表示該物質(zhì)“硬”;當(dāng)相位角接近于90°時(shí),G′《G″,物質(zhì)在此狀態(tài)下更近似于液態(tài),我們稱之為類液態(tài)狀態(tài),表示該物質(zhì)“軟”。在該模擬印刷過程中(如圖2所示),OA-I階段模擬印刷漿料印刷前,此時(shí)漿料受到一個(gè)較小的干擾強(qiáng)度20~40Pa,受此擾動(dòng),漿料主要表現(xiàn)出較高彈性模量(G′為103~105Pa,如圖3所示),這與實(shí)際印刷前需要給漿料以擾動(dòng)進(jìn)行混合相吻合。在絲網(wǎng)印刷過程中,漿料受到刮板的擠壓,產(chǎn)生形變,黏度下降,其彈性模量急劇下降到10-1Pa以下,導(dǎo)致其相位角接近90°,漿料實(shí)現(xiàn)了從類固體狀態(tài)到類液態(tài)狀態(tài)的轉(zhuǎn)變,從而更加容易通過網(wǎng)版孔。所以O(shè)A-II階段是模擬絲網(wǎng)印刷過程,此過程突然給漿料施加8000~12000μN·m,以10μN·m·s-1為增幅,持續(xù)增加扭力,不同漿料在受相同力的作用是黏性模量與彈性模量下降幅度不同,表現(xiàn)出不同的觸變性,具有不同成分結(jié)構(gòu)的漿料,下降的程度用相位角表示,如圖2所示。在OA-III階段,將所施加的扭力突然撤去,僅施加23.0~21.0Pa的較小幅度擾動(dòng),模擬印刷后漿料從網(wǎng)孔釋放出來(lái)沉積在硅片上的狀態(tài)。此時(shí)漿料內(nèi)部必須迅速恢復(fù)其初始結(jié)構(gòu),黏度恢復(fù)初始黏度,漿料在硅片上形成一定的高寬形貌。
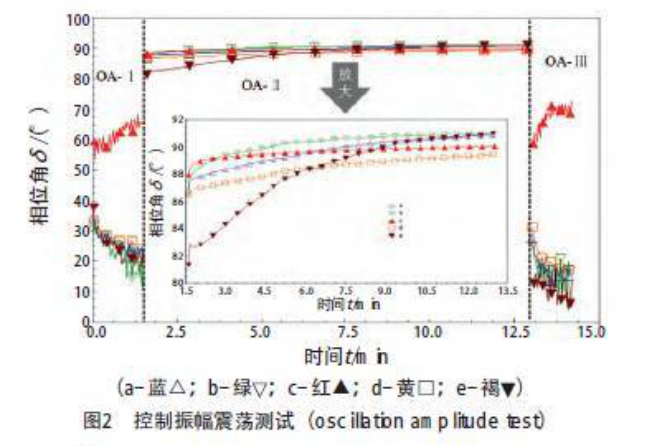
從圖2可以明顯觀察到:a、b、d、e四種漿料在OA-Ⅱ與OA-Ⅲ時(shí),相差不大,在OA-Ⅱ階段相位角均能達(dá)到90°,其中a、b響應(yīng)速度較快,相位角很快達(dá)到90°;d響應(yīng)較慢但相位角達(dá)到90°;e漿料受到突然增加的扭力時(shí),其相位角響應(yīng)緩慢,彈性模量不易降低,在扭力持續(xù)增大時(shí),其相位角逐漸達(dá)到90°。c漿料雖然在OA-Ⅱ階段相位角較快達(dá)到90°,但在OA-Ⅱ與OA-Ⅲ階段相位角值相對(duì)較大。由參數(shù)相位角的表征意義可知,c在印刷后相位角依然較大,可見其流動(dòng)性強(qiáng),塑性差,印刷過網(wǎng)后不易恢復(fù)其初始結(jié)構(gòu),極易坍塌,高寬比小,遮光增大,導(dǎo)致電池效率受到消極影響,見表2。相同條件下,漿料a、b在印刷時(shí),相位角迅速增至近90°,這使得它們極易過網(wǎng),在印刷完成后相位角快速降低,儲(chǔ)能模量迅速恢復(fù),漿料回彈,使得柵線較窄,高寬比大,提高了短路電流與電池效率,對(duì)電池的電性能產(chǎn)生積極影響。
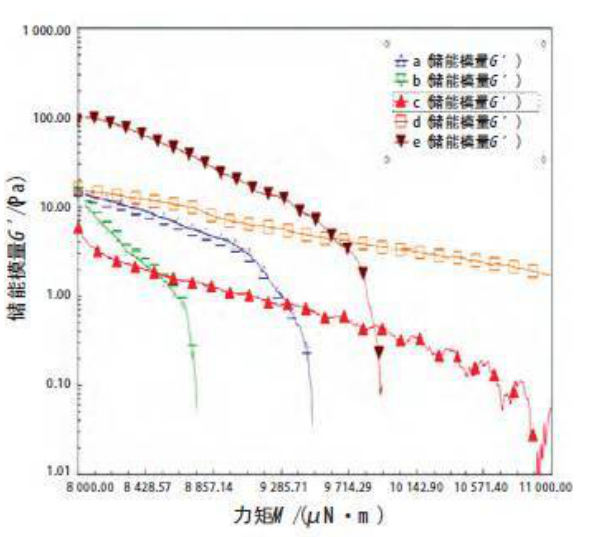
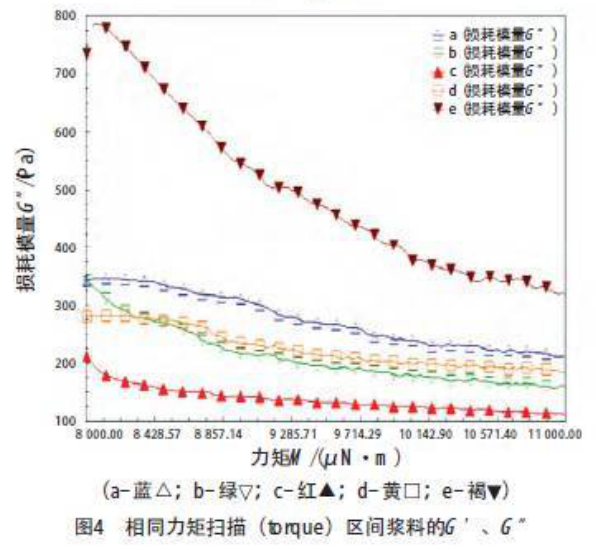
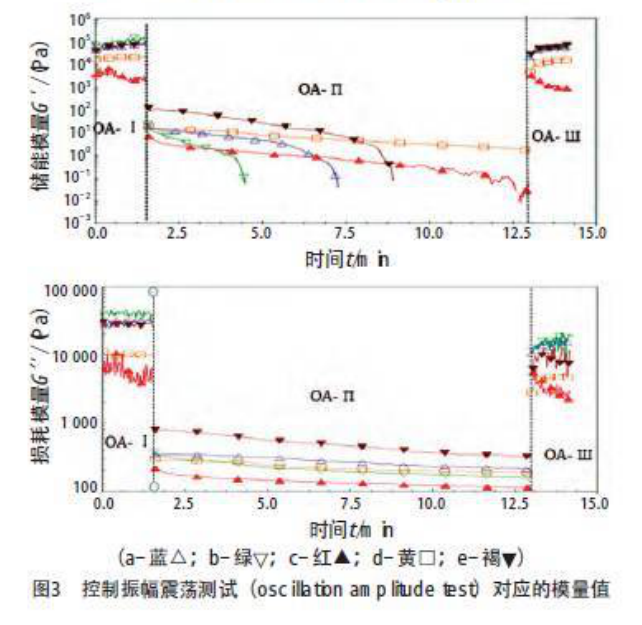
對(duì)上述幾種漿料的OA-Ⅱ段進(jìn)行穩(wěn)定增加力矩震蕩測(cè)試測(cè)試(torque-sweep),力矩區(qū)間為8000~12000μN·m,如圖3所示,上圖表示彈性模量G′隨力矩改變的曲線圖,下圖表示粘性模量G″隨力矩改變的曲線圖。
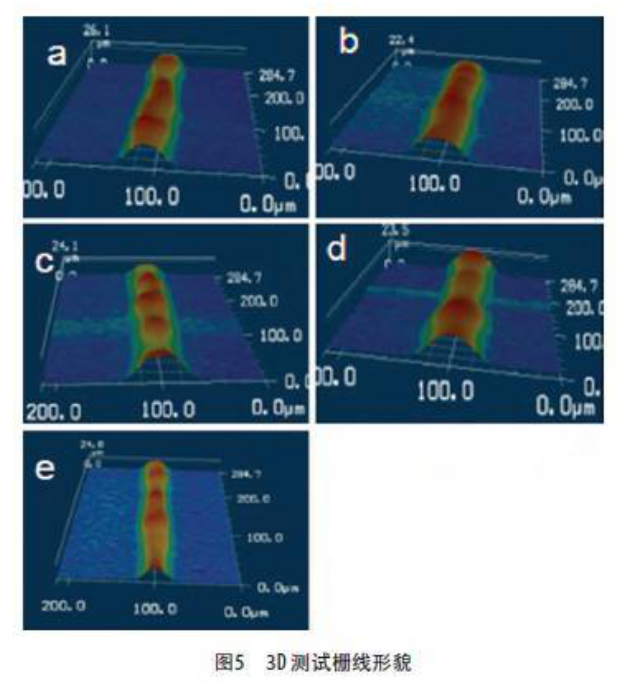
漿料的“軟”“硬”主要是由于其內(nèi)部空間網(wǎng)狀結(jié)構(gòu)的性質(zhì)不同,空間網(wǎng)狀結(jié)構(gòu)聯(lián)結(jié)較弱時(shí),不需要很大的力就能破壞該結(jié)構(gòu),即表現(xiàn)為上述左圖中所示的彈性模量的突變,反之,網(wǎng)絡(luò)結(jié)構(gòu)強(qiáng)時(shí),破壞該結(jié)構(gòu)需要較大的力,彈性模量的突變表現(xiàn)不明顯。“軟”性的漿料在印刷時(shí)不需要很大的刮板力就可以實(shí)現(xiàn)類固態(tài)到類液態(tài)的轉(zhuǎn)變,漿料流動(dòng)性強(qiáng)容易過網(wǎng),印刷流平性也好。“硬”性的漿料在印刷時(shí)需要刮板給予較大的力,才能過網(wǎng),相同條件下印刷后會(huì)產(chǎn)生較多的節(jié)點(diǎn),同時(shí)太陽(yáng)能電池效率也受影響。從圖4上圖可以看到,不同漿料對(duì)力矩的敏感點(diǎn)不同,表現(xiàn)為彈性模量屈服點(diǎn)不同。漿料b性質(zhì)“軟”,彈性模量屈服點(diǎn)較小,約為8600μN·m,表現(xiàn)為在較低的力矩值時(shí)即表現(xiàn)出彈性模量的突變下降,對(duì)扭力的響應(yīng)比較明顯,a、e漿料隨后,彈性模量屈服點(diǎn)分別約在9400μN·m、9800μN·m左右,c漿料在力矩為11000μN·m彈性模量下降明顯,d漿料的彈性模量屈服點(diǎn)明顯大于11000μN·m,在扭力為11000μN·m時(shí)彈性模量仍然沒有突變,表現(xiàn)為不屈服性或彈性模量屈服值比較大。綜上,a、b、e易屈服,容易過網(wǎng),相對(duì)較“軟”,c、d漿料不易屈服,變“軟”的速度較慢。圖5為五種漿料3D激光顯示印刷后柵線形貌,從圖中可以看出b漿料印刷后流平性好,極易過網(wǎng),幾乎看不出網(wǎng)結(jié)點(diǎn),但同時(shí)線寬變大,高寬比不及漿料a,而a漿料兼具印刷好與電池性能好優(yōu)點(diǎn)(見表2),綜合表現(xiàn)比較優(yōu)異,這恰與二者的力矩掃描圖相對(duì)應(yīng);漿料c結(jié)點(diǎn)多,且印刷后坍塌明顯,電池性能差;d漿料印刷不穩(wěn)定,柵線形貌不佳,電池性能居中;相比來(lái)說(shuō)e漿料印刷后線寬較窄,平整度差,結(jié)點(diǎn)較多,開路電壓與短路電流均較大,電池效率較高(見表2)。由此可見,印刷測(cè)試結(jié)果與流變測(cè)試基本相適應(yīng),流變測(cè)試能夠高效地預(yù)測(cè)漿料的印刷性能。
3結(jié)論
傳統(tǒng)的對(duì)漿料流變性質(zhì)的表征參數(shù)(如黏度、觸變系數(shù))不能很好地應(yīng)用于對(duì)絲網(wǎng)印刷的太陽(yáng)能電池正銀電極的電子銀漿在實(shí)際生產(chǎn)中的指導(dǎo)。本研究開發(fā)的振幅震蕩模式,即三段式控制振幅震蕩模式的流變測(cè)試方法,通過表征模擬印刷過程中漿料的粘彈模量的變化,有效地揭示了漿料的流變性質(zhì)對(duì)精細(xì)絲網(wǎng)印刷工藝條件的適應(yīng)性。通過對(duì)印刷過程中漿料彈性模量變化的分析以及受力后彈性模量屈服點(diǎn)對(duì)絲網(wǎng)印刷效果的影響,對(duì)印刷后柵線形貌的影響分析,并對(duì)使用五種不同的正銀漿料a、b、c、d、e所制造的光伏電池的性能的分析,證明本研究開發(fā)的流變測(cè)試模式與實(shí)際印刷測(cè)試結(jié)果基本匹配,測(cè)試模式能很好地印證實(shí)際印刷效果和光伏電池的性能。此方法不僅能簡(jiǎn)單高效地實(shí)現(xiàn)了對(duì)漿料的篩選,而且對(duì)漿料的配方改進(jìn)具有很好的指導(dǎo)意義。
