
 |
河北路澤新材料科技有限公司
主營產(chǎn)品: 粘滯阻尼器,固定鉸支座,滑動球鉸支座,抗震球形鋼支座,滾動支座 |


公司信息
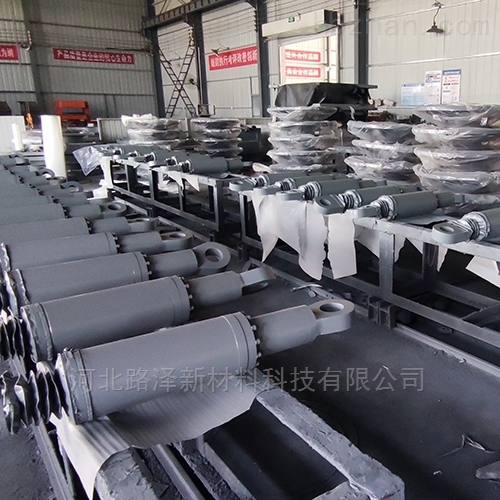
粘滯阻尼器安裝
2021-7-3 閱讀(3482)
粘滯阻尼器安裝
河北路澤科技為大家講解下粘滯阻尼器如何安裝?粘滯阻尼器抗震減震的設(shè)計原理是根據(jù)流體通過節(jié)流孔時產(chǎn)生的粘滯阻力來消耗外部傳來的能量,減小建筑產(chǎn)生的位移,以減輕建筑結(jié)構(gòu)的破壞。設(shè)計時,把阻尼器安裝在吊柱與隔震墊支座承臺之間,通過阻尼器對運動的阻礙吸收和耗散外部條件對結(jié)構(gòu)產(chǎn)生的能量,并減少能量在結(jié)構(gòu)與隔震墊支座承臺之間的傳遞,從而達(dá)到減小建筑結(jié)構(gòu)的破壞,保證結(jié)構(gòu)的安全,并且能夠防止非結(jié)構(gòu)部件的破壞,避免建筑物內(nèi)部裝修、室內(nèi)設(shè)備的損壞以及由此引起的次生災(zāi)害。
粘滯阻尼器施工工藝,分兩步進行,一步為耳板預(yù)埋件的施工,二步為阻尼器安裝施工。
粘滯阻尼器預(yù)埋件施工
粘滯阻尼器耳環(huán)板預(yù)埋件施工工藝流程主要包括有承臺/吊柱定位及鋼筋綁扎、粘滯阻尼器耳板預(yù)埋件定位、預(yù)埋件焊接、預(yù)埋件定位校核、承臺/吊柱模板安裝、承臺/吊柱混凝土澆筑、預(yù)埋件位置復(fù)核、預(yù)埋件驗收共八個步驟,由于預(yù)埋件是連同主體結(jié)構(gòu)進行施工,為保證預(yù)埋件定位準(zhǔn)確,避免在粘滯阻尼器安裝時期出現(xiàn)預(yù)埋件不符合安裝要求的情況出現(xiàn),在此,僅對阻尼器預(yù)埋件定位、阻尼器預(yù)埋件焊接、復(fù)核及其驗收工序進行描述。
1、粘滯阻尼器預(yù)埋件定位
定位前,為使得預(yù)埋件在水平方向出現(xiàn)偏差,在預(yù)埋件底部焊接四根422的鋼筋作為加固。加固鋼筋的長度根據(jù)現(xiàn)場地基/底模板標(biāo)高面控制,預(yù)埋件固定好后,方進行下一道工序。
2、粘滯阻尼器預(yù)埋件焊接
焊接前,要進行定位,以免焊接后仍達(dá)不到阻尼器安裝的平整度要求。焊接時,用E50焊條行楔形鋼板的定位焊接,從外往內(nèi)依次進行鋼筋與預(yù)埋件連接焊接,焊接采用穿孔塞焊的方式進行,焊縫要飽滿,且要填滿預(yù)埋件孔洞。

3、粘滯阻尼器預(yù)埋件位置復(fù)核
焊接完成后,應(yīng)對預(yù)埋件鋼板進行定位復(fù)核,防止出現(xiàn)預(yù)埋件扭曲,不垂直等現(xiàn)象出現(xiàn),若有不滿足阻尼器安裝要求部分,要進行校正。
4、阻尼器預(yù)埋件驗收
預(yù)埋件的驗收,重點在于驗證預(yù)埋件的中心位置不偏移或偏移量不大,滿足規(guī)范要求,同時,還應(yīng)驗證預(yù)埋件的垂直偏差是否滿足要求。
粘滯阻尼器安裝施工
1、安裝前準(zhǔn)備工作
1)清理耳板預(yù)埋件:將耳板預(yù)埋板上的混凝土漿及銹斑等雜物清理干凈,并進行打磨,保證預(yù)埋件表面平整。
2)阻尼器尺寸測量及編號:測量阻尼器現(xiàn)場安裝控制尺寸,確保阻尼器安裝控制尺寸大于阻尼器的總長度不超過5m。再由廠家根據(jù)現(xiàn)場實際長度在試驗機上調(diào)整好阻尼器總長度并進行編號,以便于和實際安裝位置-一對號入座。施工時,先量測出阻尼器安裝位置的實際尺寸,如果實際尺寸比阻尼器長度小或大于阻尼器總長度5m以上,可通過調(diào)節(jié)鎖緊螺母調(diào)整阻尼器的總長度。(注:阻尼器的總長度已由生產(chǎn)廠家根據(jù)現(xiàn)場測量情況預(yù)先調(diào)整完畢)
調(diào)節(jié)方法如下:只需將鎖緊螺母擰松,旋轉(zhuǎn)右球鉸座,順時針為縮短,逆時針為伸長。可調(diào)節(jié)長度為±20m調(diào)節(jié)完畢后再將鎖緊螺母緊固即可。
2、裝卸
根據(jù)阻尼器編號,將相對應(yīng)裝有阻尼器及雙耳環(huán)座的木箱用叉車及壓力車運送到對應(yīng)阻尼器安裝位置,拆除木箱。
3、粘滯阻尼器耳板定位
根據(jù)圖紙定位要求,在清理好的耳板預(yù)埋件上,采用全站儀定出耳板豎向及水平中心線,根據(jù)中心線,定出耳板邊線,然后采用定向葫蘆把耳板抬高,使得耳板外邊線與所彈出邊線重合,
4、粘滯阻尼器焊接耳板
待耳板吊高至其安裝位置后,先采用點焊的方式進行耳板定位,每邊3個定點,定點好后,進行耳板中心線及耳環(huán)方向,避免耳板出現(xiàn)偏差或是翹起的現(xiàn)象,從而影響下一步的阻尼器安裝。耳板復(fù)核合格后,方進行耳板焊接,焊接時,為降低焊縫殘余應(yīng)力對焊接質(zhì)量的影響,采用間隔焊接方式。

5、焊縫探傷
耳板焊縫達(dá)到強度后,對焊縫進行探傷,探傷采用磁粉進行無損探傷方式進行,進行二級評定。
6、粘滯阻尼器拼裝
耳板探傷合格后,進行阻尼器安裝,安裝時,用叉車將阻尼器運送到安裝位置下面,然后采用定向葫蘆進行阻尼器的提升,提升過程分兩階段,一階段是在耳板以下,一階段是在耳板位置處。當(dāng)處于第一階段是,兩邊葫蘆同時向上拉阻尼器,當(dāng)阻尼器插銷孔正對著耳板上下耳環(huán)之間時,進入第二階段,此時,2位置的葫蘆收鋼繩,1位置的葫蘆放鋼繩,緩慢的阻尼器插銷孔進入上下耳環(huán)板內(nèi),到位后把阻尼器插銷插上,完成安裝。
7、復(fù)核耳板定位
阻尼器安裝到位后,采用全站儀對阻尼器及其耳板進行定位復(fù)核。
8、粘滯阻尼器防腐、防銹漆
粘滯阻尼器安裝焊接完畢后,清除焊接渣率,并將鋼箱梁與預(yù)埋件一并進行防腐涂裝處理。阻尼器外露面全部油漆,包括全部焊縫。
以上就是關(guān)于粘滯阻尼器是如何安裝的的介紹了,希望您閱讀完此篇文章能夠幫助到您。
