焊煙特性及危害
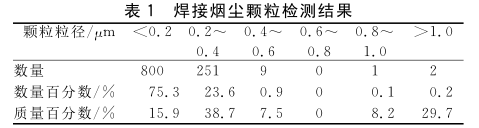
隨著我國汽車工業高速發展,汽車工廠焊接煙塵對工作環境造成的污染日趨嚴重。焊接煙塵的主要化學成分為Fe2O3,SiO3,MnO,CaO以及組成油煙的高分子化合物如烷烴、醛、酮、雜環化合物等,具有分散度大、沉積慢、易飄浮在空氣中等特點,不僅危害工作者的身心健康,還會進入設備內部,造成設備損壞,影響正常生產。
2 整體通風除塵系統
2.1原理
引入置換通風技術將新風直接送入工作區,在室內熱源引起的豎直溫度梯度作用下,新風隨對流氣流形成向上流動的主導氣流。因新風送風動量很小,對室內主導氣流影響極其微弱。隨著新風的向下擴散,工作區得到較好的空氣品質、舒適性及較高的通風效率。
汽車工廠焊接車間在高度方向上具有穩定的溫度梯度,可以將新風以較低的風速和溫差直接送入工作區。低溫的新風在重力作用下下沉到地面后慢慢擴散,在地面上形成一層清潔空氣層。室內污染源所產生的熱氣流受浮力的作用上升,并不斷地卷吸周圍空氣,通過熱氣流上升的卷吸作用、后續新風的推動作用,以及設置在車間上部的排風口的抽吸作用,使得地面上方的潔凈空氣緩緩向上移動,形成向上的均勻氣流,工作區的污濁空氣逐漸被新風或潔凈空氣置換。整體通風除塵原理見。
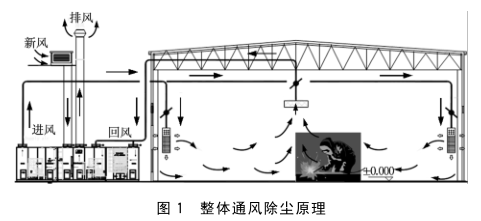
焊接過程中產生的大量熱量使周圍空氣溫度升高、密度減小,熱空氣卷吸周圍的空氣,形成主導氣流流向車間上部。焊接煙塵由于粒徑極小,會跟隨煙羽運動。焊接剛開始進行時,煙羽相當微弱,很容易受到周圍氣流的干擾,煙羽的半徑較大。當煙羽上升到一定高度后,其溫度降低至周圍空氣的溫度,無法繼續上升,而向四周水平散開并形成分層。在這兩個區域,空氣溫度場和濃度場有非常明顯的不同特性,下部單向流動區存在豎直溫度梯度和濃度梯度,而上部湍流混合區溫度場和濃度場則比較均勻,分別接近排風的溫度和污染物濃度。
整體通風除塵系統的原理就是利用較低風速將潔凈空氣直接送入工作區下部,保證工作人員始終處在清潔的環境中,上部污濁空氣通過聚四氟乙烯覆膜過濾處理后逐漸被排出,焊接煙霧中99.97%粒徑大于0.1μm的微粒被過濾掉。因煙塵經過濾處理后能達到室內排放標準,室內空氣可以循環使用,避免直接排放造成室內冷量/熱量的浪費。該方式僅針對工作區域而非整個廠房,為利用低品位冷(熱)源以及節省空調運行費用提供了可能,不僅解決了煙塵凈化及大氣污染問題,同時回收了排風攜帶的能量。
2.2設計方案
氣流組織設計在整體通風除塵系統設計中至關重要。應根據焊接廠房生產線的內部條件、功能,供冷和供暖系統方案,可供選擇的風口形式等綜合確定氣流組織形式。廠房宜采用下部送風,上部排風(回風)的置換通風方式,在每跨兩側柱子2.0~2.5m高處(特殊情況除外)設置送風口,出風風速控制在0.5m/s以內;在車間上部兩側送風口中間設置排(回)風口,排(回)風口盡可能布置在室內熱力分層或煙氣穩定層高度位置。
新回風比例:當干球溫度在0℃以下時,新風補充量為20%(排除車間焊煙異味),80%為回風,以節約能源(熱量);當干球溫度在0~15℃之間時,可采用40%的新風、60%的回風,以減少能源用量;當干球溫度為15~30℃時,采用100%的新風,關閉冷熱源供應,節省能源;當干球溫度超過30℃時,新風補充量為20%(排除車間焊煙異味),80%為回風,以節約能源(冷量)。
3 計算機模擬驗證與優化
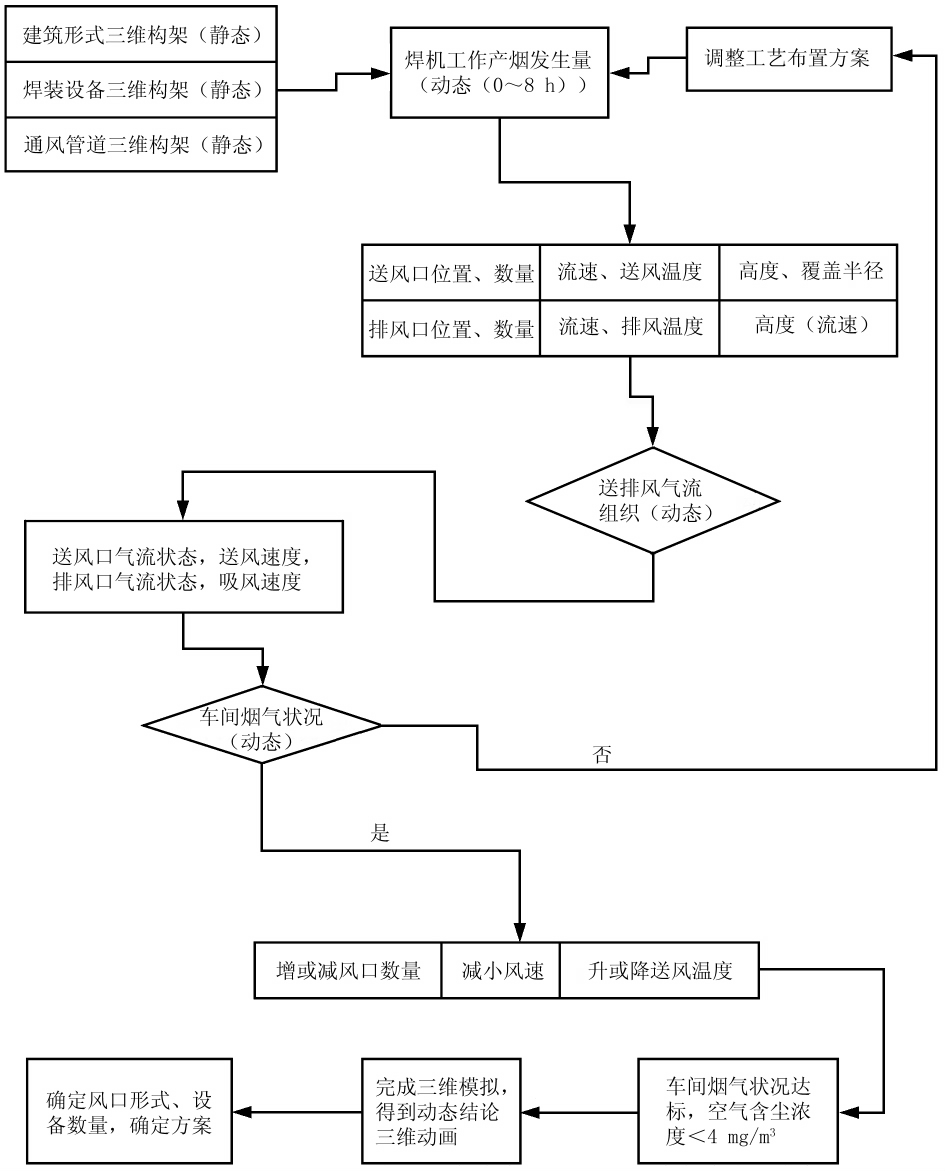
3.1 計算機模擬流程(見圖2)
3.2焊煙形成與治理模擬分析
對不同通風方式下焊接車間的速度場、溫度場及污染物濃度場分別進行了夏季、冬季、過渡季工況的數值模擬研究。基于有限體積法求解N-S方程,計算速度、溫度、壓力、濃度、流向分布;計算自然擴散和強制排風狀態下的有害煙塵(粉塵)及氣體流向和濃度分布,進而對焊煙狀態進行模擬和分析。對不同形狀自然或者擾動工況下的氣流狀態進行分析,得到仿真氣流中污染氣體、污染粉塵的擴散、分布規律,從而給出排煙技術的驗證、優化方案。
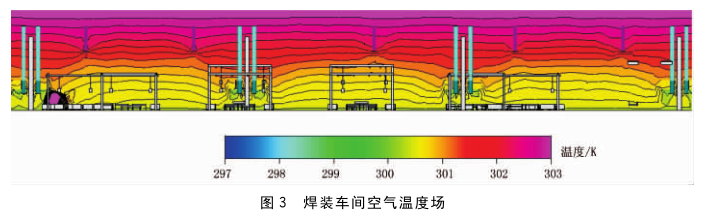
根據不同的焊裝工藝、輸送工藝建立相應的模型,對不同工況狀態下的自然氣流狀態,進行焊煙治理后的氣流組織狀態,在機械化輸送、工件裝配、人員操作、公用設備對氣流組織有干擾情況下的氣流狀態進行計算機流體擴散狀態、空氣溫度場、空氣動力場等的仿真模擬。圖3給出了焊裝車間的空氣溫度場。
基于焊裝廠房焊煙分析系統建立以下模塊:
1)廠房模塊。構造廠房、鋼結構、吊軌等建筑結構外形信息和數學模塊。
2)焊機模塊。構造不同型號的焊機外形尺寸或三維數學模塊、焊煙參數(包括保護氣、有害氣體排放量)模塊、焊機外殼工作溫度等參數模塊。
3)焊機排風模塊。CFD-ACE+(美國某公司開發的CFD及多物理場求解器)系統內置多種排風口、風罩和風機模塊,該模塊放置在廠房模塊中,可任意調用。
4)環境模塊。系統內置多種環境模塊,包括地域(風向、溫度、濕度差異)、季節(溫度、濕度差異)、人工干預(供暖、制冷)幾個部分。
5)優化模塊。在模塊的任意排列組合條件下,對有害氣體含量上限、溫度上限,排風口數量、位置,風機數量、位置、排風量等進行優化,在內置的多種優化算法指導下得出符合要求的廠房設計參數。
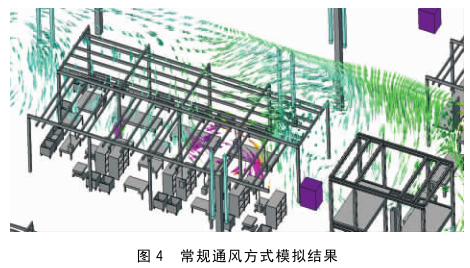
通過對焊接工藝煙塵和煙羽特點的分析,結合焊接車間的特點,利用CFD-ACE+模擬了不同室內空氣狀況,不同空氣溫度場、空氣動力場和具有不同“影響源”(各種工藝設備、通風設備)的封閉式焊接車間,對整體通風除塵與常規通風方式進行了優劣驗證。結果如圖4,5所示,由圖可見,常規通整體通風除塵方式焊煙隨上升氣流迅速擴散排出。在常規通風模式下,車間內焊接煙塵大部分都
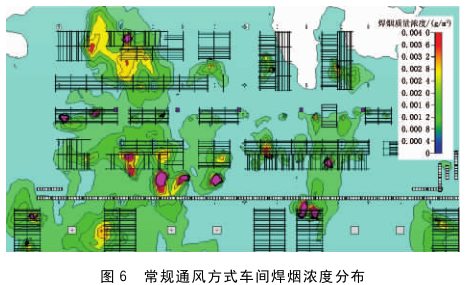
能排出,但煙塵濃度超標區域較大,半徑超過3m,超標區域集中在CO2焊機處,如圖6所示,圖中黃色區域為煙塵濃度超標區域。
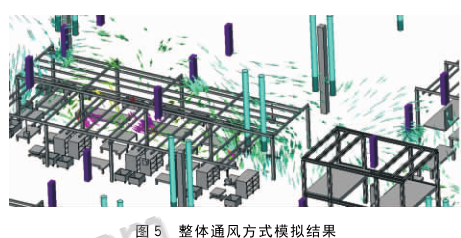
在整體通風除塵狀態下 ,車間內焊接煙塵處理 效果較好,煙 塵 濃 度 超 標 區 域 較 小,半 徑 不 超 過 2 m,超標區域集中在 CO2 焊機處,如圖7所示,濃度 超標區域(黃色區域)明顯減小。
4 實際應用效果
廣州某合 資汽車公司焊接 廠 房項目 采用整體 通風除塵空調系統 ,系統流程如圖8所示。該焊接 廠房建 筑 面 積 11000 m2,柱 頂 標 高 9.8 m。 該 車 間主要用于 車 身 焊 接 加 工 ,有 CO2 焊 機 及 電 阻 焊 機約150臺,不均勻地分布在車間內。
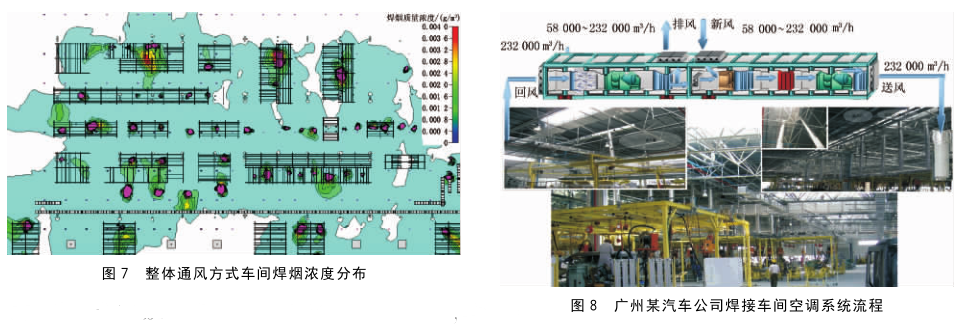
圖7:設計方案:夏季室溫≤29 ℃;3m 以下工作區粉 塵質量濃度≤4mg/m3;引入適量新風排除室內異味; 對于產煙量較大的 CO2 焊機工位設置局部除塵系統。
以此焊裝車間 為 例,分 析 對 比 整 體 通 風 除 塵 空 調 系 統與常規通風空調系統的投資與能耗,結果見表2。
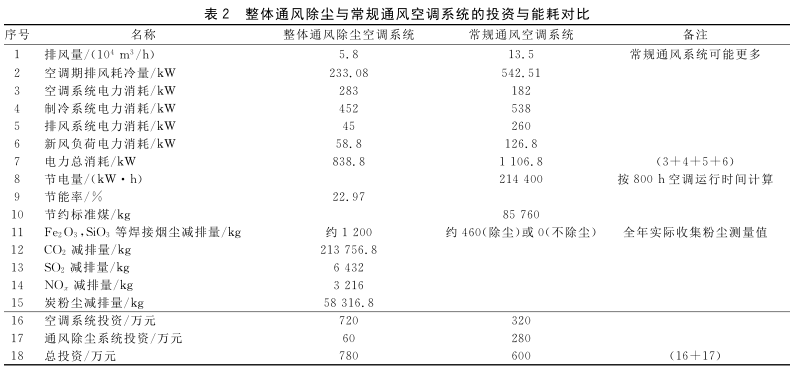
兩年的實際運行表明*達到了設計目標值 ,創造了良好的室內衛生環境 。 與 此 同 時 實 現 了 冷 熱源的循環利用,解決了將焊煙直接排至大氣造成 的污染問題,節能減排效果明顯 。
焊裝廠房通風空調參數的設定與能源消耗密切 相關,夏季車間溫度每降低 1 ℃,就需多耗冷量約 10%,冬季車間溫度每提高1 ℃,需多耗熱量約5%~7%。整體通風除塵空調系統能根據不同季節的氣候 特點和車間溫濕度要求,合理控制回風量和新風量;
在過渡季節,充分利用室外新風的調節能力,大幅度地降低能源消耗,實現節能20%以上的目標。
請輸入賬號
請輸入密碼
請輸驗證碼
以上信息由企業自行提供,信息內容的真實性、準確性和合法性由相關企業負責,環保在線對此不承擔任何保證責任。
溫馨提示:為規避購買風險,建議您在購買產品前務必確認供應商資質及產品質量。



